

Choosing Particle Size Reduction Equipment
A practical guide to particle size reduction equipment, covering mill types, material behaviour, ...

GMP Milling, Mixing & Powder Processing Systems for Pharmaceutical Manufacturing
Pharmaceutical manufacturing demands precision, consistency, and uncompromising quality. From active pharmaceutical ingredients (APIs) and excipients to tablet blends, capsule formulations, inhalation powders, and advanced drug delivery systems, every stage of production must meet strict quality and regulatory standards.
Particle size distribution, blend uniformity, containment, and product purity directly influence drug efficacy, bioavailability, manufacturing efficiency, and patient safety.
DP Pulveriser UK provides advanced milling, mixing, particle size reduction, micronization, containment, and powder handling solutions engineered specifically for pharmaceutical manufacturers throughout the United Kingdom and Europe.
From laboratory development and pilot-scale trials to full commercial production, our systems help pharmaceutical companies achieve consistent product quality, regulatory compliance, and scalable manufacturing performance.
Contact our engineering team to discuss your Pharmaceutical Processing requirements.
Manufacturers must address:
DP Pulveriser systems are engineered to support these critical manufacturing objectives.
Particle size is one of the most critical factors influencing pharmaceutical product performance.
Proper particle engineering can improve:
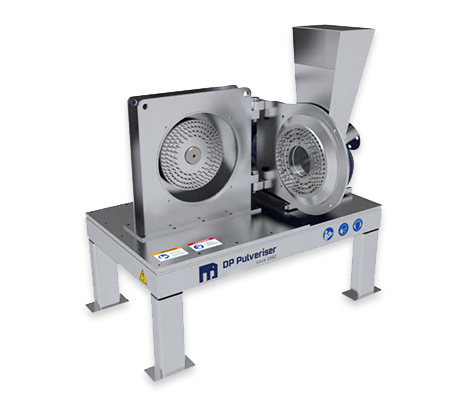
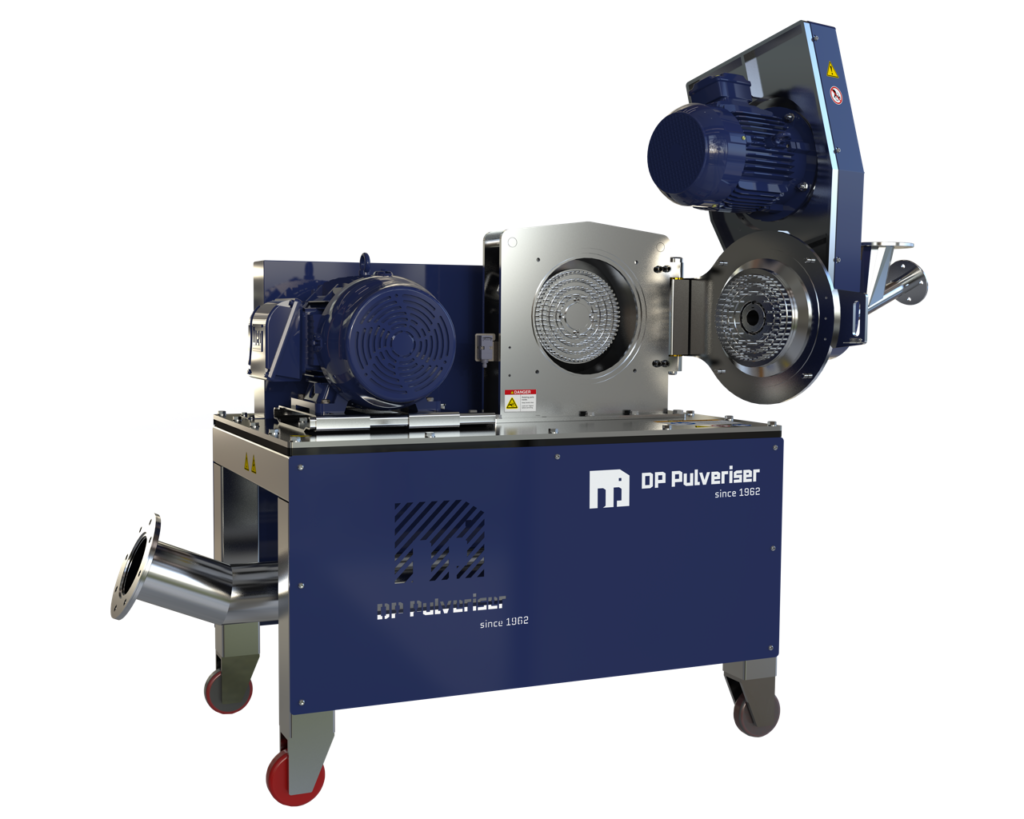
DP Pulveriser offers a complete range of pharmaceutical milling technologies.
Air Classifier Mills provide:
Applications include:
Benefits:
Jet mills are among the most widely used micronization technologies in pharmaceutical manufacturing.
Applications include:
Advantages include:
Pin mills provide efficient fine grinding for:
Benefits include:
Universal mills offer versatile processing for:
Cryogenic systems may be utilised for:
Benefits include:
Many pharmaceutical products require particles measured in microns rather than millimetres.
Micronization can improve:
DP Pulveriser provides advanced micronization solutions for:
Blend uniformity is critical in pharmaceutical manufacturing.
Even minor variations in ingredient distribution can impact product quality and regulatory compliance.
Proper mixing helps ensure:
Conical Mixers
Conical mixers are widely used in pharmaceutical manufacturing.
Applications include:
Advantages include:
Ribbon Blenders
Ribbon blenders are commonly used for:
Benefits include:
Paddle Mixers
Paddle mixers provide:
Applications include:
V-Blenders & Double Cone Blenders
Frequently used in pharmaceutical production for:
Advantages include:
High-Shear Mixing Systems
High-shear mixers are widely used for:
Benefits include:
Powder transfer and containment are critical throughout pharmaceutical manufacturing.
DP Pulveriser can integrate:
Vacuum Conveying Systems
Ideal for:
Pneumatic Conveying Systems
For enclosed movement of pharmaceutical powders.
Automated Feeding & Dosing Systems
Including:
DP Pulveriser systems can be engineered to support GMP manufacturing requirements.
Available features include:
These features help support compliance with:
For potent and highly potent compounds, DP Pulveriser can provide containment solutions engineered to support occupational exposure requirements.
Available options include:
Designed to support OEB requirements and operator protection.
Whether you are producing APIs, excipients, pharmaceutical powders, or nutraceutical ingredients, DP Pulveriser UK can help identify the right processing solution for your application.
Contact our engineering team today to discuss your pharmaceutical processing requirements.

DP Pulveriser supports pharmaceutical manufacturers throughout:
Our systems support pharmaceutical companies, contract manufacturers, research institutions, clinical development facilities, and API producers throughout Europe.

DP Pulveriser combines advanced powder processing expertise with pharmaceutical manufacturing knowledge to deliver complete GMP-compliant solutions.
Our capabilities include:
Every solution is engineered around the customer’s product characteristics, containment requirements, regulatory objectives, and production goals.
Not Sure Which System You Need? Speak With an Engineer
A practical guide to particle size reduction equipment, covering mill types, material behaviour, ...